电话:0317-8099222
传真:0317-8098222
联系人:宋经理
QQ:1013039188
邮箱:bthjzzc@163.com

精密铸造领域中的快速成型技术的发展前景
1成型介入铸造,将产生全新的铸造工艺
成型有多种工艺,其中有一种激光选区烧结法(SLS)日趋应用,本文将研究激光选区烧结法和铸造的联系,从而改进目前的铸造工艺,慢慢将当下发展的成型的技术推广到传统铸造中。
2成型中的激光选区烧结法,可用与铸造蜡模的制作
激光选区烧结法用红外激光器为动力源,使用的造型材料多种多样,但多为粉末材料。该法材料的选择范围广,材料的,成型速度比其他的成型等优点。SLS工艺又称为选择性激光烧结,将材料粉末泼洒到产品的的表面上,用工具将多余的粉末去除,用的激光烧结器在铺出的粉末上烧结出产品的截面,并和下方己成形的部分粘结在一起。然后再铺上新的一层材料粉末继续烧结。SLS工艺的较大优点就是选材较为,尼龙、ABS、金属和陶瓷粉末、蜡、聚碳酸脂都可以选做烧结材料。
如果成型材料选择为蜡,可以打印出用传统模具无法制作出来的蜡模,传统的铝制蜡模模具,本身需要数控加工而出,尤其在批量不大的时候,制作成本偏高。而且模具脱模对产品有的限制,要求产品结构容易脱模,复杂的结构就无法完成。而3d打印则不受产品结构复杂的限制,不用考虑模具的制作,直接成型。
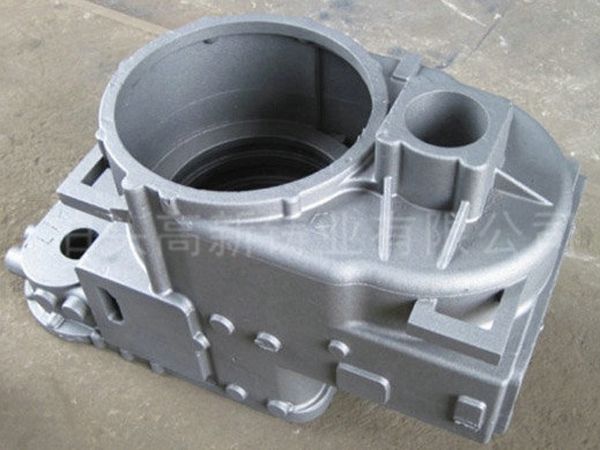
有了蜡模后,可以利用传统的熔模铸造等方法来铸造出各种产品,该技术可以大量用于复杂铸件比如发动机等机械铸造。以六缸发动机盖为范例,该产品外形尺寸为1072mmX397mmX22mm尺寸精度要求为200偏差0.2mm,该产品结构复杂,精度要求高,按照传统的周期大约在5个月左右,经过成型的介入,该产品制作周期缩短为一周。而且由于不用进行繁琐耗人工传统的木模加工,成本还低于传统工艺。而制作的精度也满足产品要求。不用二次修改。
3铸造中的成型技术有很大的发展前景
成型技术在传统的铸造行业目前使用,作为一项成长的技术,在铸造行业有着较高的推广价值。
铸造其中较为常用的是熔模铸造,也称失蜡铸造:选用适宜的熔模材料制(如石蜡)造熔模;在熔模上重复沾耐火涂料与撒耐火砂工序,硬化型壳及干燥;再将内部的熔模溶化掉,获得型腔;焙烧型壳以获得足够的强度,及烧掉残余的熔模材料,浇注所需要的金属材料;凝固冷却,脱壳后清砂,从而获得的成品。根据产品需要或进行热处理与冷加工和表面处理。
浇铸是相对于传统的铸造工艺而言的一种铸造方法。它能获得相对准确地形状和较高的铸造精度。
较普遍的做法是:首先做出所需毛坯(可留余量非常小或者不留余量)的电极,然后用电极腐蚀模具体,形成空腔。再用浇铸的方法铸蜡,获得原始的蜡模。在蜡模上一层层刷上的液体砂料。待获得足够的厚度之后晾干,再加温,使内部的蜡模溶化掉,获得与所需毛坯一致的型腔。再在型腔里浇铸铁水,固化之后将外壳剥掉,就能获得制造的成品啦。
大量生产的工厂应创造条件采用的造型、造芯方法。老式的震击式或震压式造型机生产线生产率不够高,工人劳动强度大,噪声大,不适应大量生产的要求,应逐步加以改造。对于小型铸件,可以采用水平分型或垂直分型的无箱高压造型机生产线、实型造型生产效率又高,占地面积也少;对于中件可选用各种有箱高压造型机生产线、气冲造型线,以适应、造型生产线的要求,造芯方法可选用:冷芯盒、热芯盒、壳芯等制芯方法。
中等批量的大型铸件可以考虑应用树脂自硬砂造型和造芯。
单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。可以应用水玻璃砂型、VRH法水玻璃砂型、酯水玻璃自硬砂型、粘土干型、树脂自硬砂型及水泥砂型等;对于单件生产的重型铸件,采用地坑造型法成本低,投产快。批量生产或长期生产的定型产品采用多箱造型、劈箱造型法比较适宜,虽然模具、砂箱等开始投资高,但可从节约造型工时、提高产品质量方面补偿。
低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
铸造气孔的预防措施
1、对复杂的薄壁铸件,为提高铸造型壳透气性,在可能情况下,在较高处可设排气孔。合理设置浇注系统,防止浇注卷气,并有利于型腔中气体排出。
2、适当提高浇注温度,尽量降低浇包嘴至浇口杯距离,降低浇注速度,使金属液能平稳充型,防止卷入气体,使型腔中及液体金属中气体能顺利排出。
3、脱蜡时应将模料排除干净,残余模料应尽量少。
4、型壳焙烧要充分,应有足够高的温度;硅溶胶和硅酸乙酯型壳950~1100摄氏度,水玻璃型壳850~900摄氏度;以铸造型壳焙烧透,发气物质充分排除。焙烧的型壳为白色或淡灰色,不应有黑斑。